












在工业 4.0 浪潮推动下,分布式 IO 作为工业互联的核心底层设备,已成为制造业实现设备互联、数据采集、柔性生产的关键支撑。本文将助力企业避开选型误区,最大化发挥分布式 IO 的应用价值。
产品定义
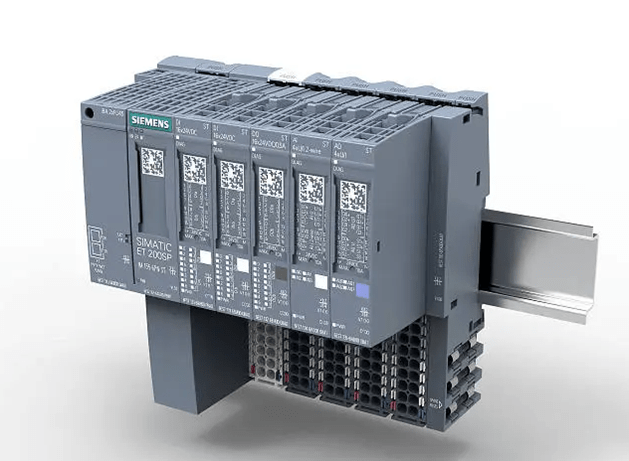
分布式IO是一种脱离传统集中式 IO 柜,将输入 / 输出模块分散部署在工业现场设备附近,通过工业总线(如 Profinet、EtherNet/IP、Modbus TCP 等)与 PLC、MES 等控制系统实现数据交互的工业控制设备。其核心架构由 “主站 + 分布式从站” 组成:主站负责与上位控制系统通信,从站就近接入现场传感器、执行器、温控器等设备的信号,实现分散采集、集中管控的功能。
与传统集中式 IO 相比,分布式 IO 打破了 “设备信号集中汇总至中控室” 的空间限制,相当于为工业设备搭建了 “分布式神经末梢”,能够在复杂厂房布局、长距离信号传输、多设备协同的场景中,实现更高效、灵活的信号处理与数据传输,广泛应用于注塑、汽车制造、物流仓储、化工、新能源等多个行业。

核心优势
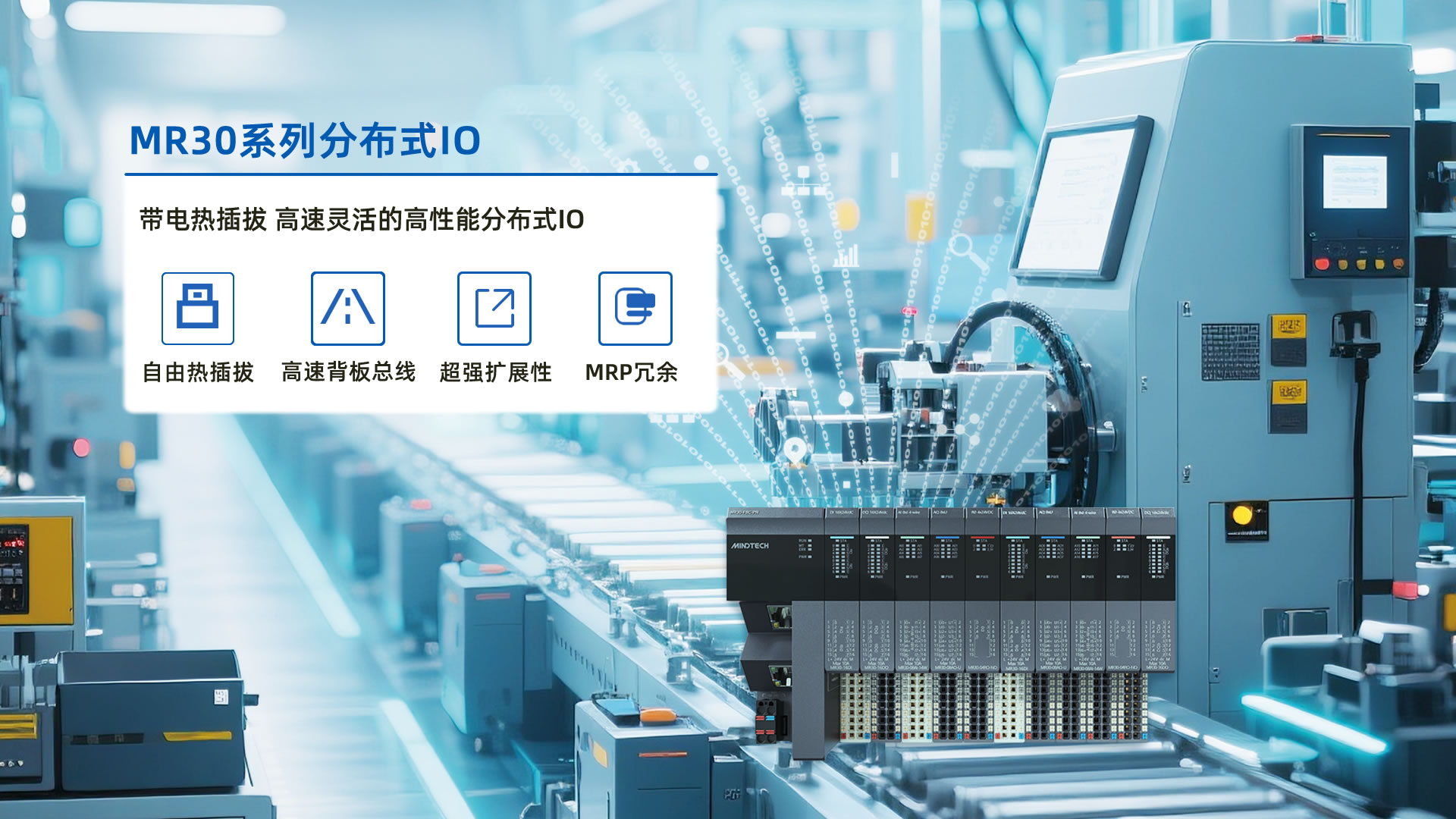
分布式 IO 之所以能快速替代传统集中式 IO,成为智能制造的主流选择,源于其在工业场景中不可替代的四大核心优势:
布线简化,降本增效:传统集中式 IO 需将所有现场设备的信号线缆统一汇总至中控室的 IO 柜,布线长度往往达上万米,不仅材料成本高,且施工周期长、后期维护难度大。而分布式 IO 从站就近部署,仅需通过一根工业总线电缆连接主站与从站,布线长度可减少 70% 以上,施工周期缩短 50%,同时避免了长距离线缆磨损、老化引发的信号故障,大幅降低了布线与维护成本。
灵活扩展,适配柔性生产:当前制造业多品种、小批量的生产模式,对设备扩展性提出了更高要求。传统集中式 IO 柜的模块插槽数量固定,新增设备或更换生产工艺时,需重新铺设线缆、扩容 IO 柜,甚至修改整体控制架构,停机时间长达数小时。分布式 IO 支持热插拔功能,从站可根据生产需求灵活增减数字量、模拟量、脉冲量等不同类型的模块,更换工艺时仅需修改 PLC 程序,停机时间可缩短至 30 分钟以内,完美适配柔性生产需求。
抗干扰强,稳定可靠:工业现场(如注塑车间、化工厂区)普遍存在高频电机、大功率设备产生的电磁干扰,传统集中式 IO 的信号传输易受干扰,导致数据失真、设备误动作。分布式 IO 采用工业级防护设计,防护等级多达到 IP65-IP67,支持 2500V 以上电磁隔离,能有效抵御恶劣工业环境中的电磁干扰、粉尘、潮湿等影响,信号传输故障率较传统集中式 IO 降低 90% 以上,保障生产连续性。
数据实时,支撑智能决策:分布式 IO 通过高速工业总线实现数据传输,传输延迟可低至 1ms 级,能将现场设备的温度、压力、转速、运行状态等关键参数实时上传至 PLC、MES、SCADA 等系统,打破设备信息孤岛。企业可基于这些实时数据进行工艺优化、质量追溯、设备预测性维护,为智能化决策提供精准的数据支撑,推动生产模式从 “经验驱动” 向 “数据驱动” 转型。

选型注意事项
分布式 IO 选型需重点关注以下五大维度:
匹配行业场景与环境需求
不同行业的工业环境、生产工艺差异显著,选型需优先适配场景特性。
环境防护:注塑、化工、户外作业等场景需选择 IP65及以上防护等级的产品,抵御粉尘、油污、潮湿;高温场景(如冶金车间)需选择耐温范围 - 40℃~85℃的宽温型产品;
信号类型:根据现场设备类型确定所需模块类型,如注塑车间需大量模拟量模块采集温度、压力信号,物流仓储场景需脉冲量模块控制伺服电机;
抗干扰要求:高频设备密集的场景(如汽车冲压车间)需选择电磁隔离等级≥2500V、支持抗浪涌保护的产品,避免信号干扰。
明确技术参数与性能指标
技术参数是选型的核心依据,需结合生产需求精准匹配:
传输速率:对实时性要求高的场景(如精密注塑、机器人协同),需选择支持 Profinet、EtherNet/IP 等高速总线的产品,传输延迟≤1ms;普通离散制造场景可选择 Modbus TCP 总线产品,满足基本数据传输需求;
模块扩展性:根据未来 3-5 年的产能规划,选择支持模块扩展数量≥16 个的从站产品,避免因产能扩张频繁更换设备;
测量精度:精密制造场景(如医疗器械注塑)需关注模拟量采集精度,选择误差≤±0.1% FS 的模块,确保工艺参数控制精准。
保障兼容性与互联能力
分布式 IO 需与企业现有控制系统、设备实现无缝对接,选型时需重点核查兼容性:
总线协议兼容:确认产品支持企业现有 PLC 的总线协议(如西门子 PLC 适配 Profinet,罗克韦尔 PLC 适配 EtherNet/IP),避免因协议不兼容导致无法通信;
设备接口适配:核查模块接口类型(如 PNP/NPN、4-20mA/0-10V)与现场传感器、执行器的接口一致,减少转接设备的使用;
上位系统对接:确保产品支持与 MES、SCADA 系统的数据交互协议(如 OPC UA),满足数据上传与集中管控需求。
平衡成本与全生命周期价值
选型不应仅关注初始采购成本,需综合评估全生命周期成本(采购、安装、维护、扩容):
初始成本:根据实际需求选择模块配置,避免过度追求 “高配置” 导致成本浪费;
安装维护成本:优先选择支持热插拔、故障自诊断功能的产品,减少停机维护时间与人工成本;
扩容成本:选择模块化设计、扩展成本低的产品,避免后期扩容需更换主站或整体架构。
考量品牌服务与技术支持
工业设备的稳定性与后续服务密切相关,选型时需关注品牌实力:
品牌口碑:选择市场占有率高、行业案例丰富的品牌(如 mr30、西门子 ET200、罗克韦尔 1734 系列),产品质量与可靠性更有保障;
技术支持:确认品牌提供现场勘测、方案设计、安装调试、人员培训等全流程服务,避免因技术壁垒影响项目落地;
售后服务:关注质保期限(建议≥2 年)、故障响应速度(24 小时内),确保设备长期稳定运行。
分布式 IO 的选型并非 “参数越高越好”,而是 “适配性越强越优”。企业需以自身行业场景、生产需求为核心,从环境适配、技术参数、兼容性、成本、服务等多维度综合评估,避开 “盲目追求高端配置”“忽视协议兼容” 等常见误区。未来,随着工业物联网、人工智能技术的融合发展,分布式 IO 的选型还将面临 “智能化功能”“边缘计算能力” 等新维度的考量,企业需持续关注技术趋势,动态优化选型决策。





















 全国服务热线
全国服务热线