

EN 免费试用
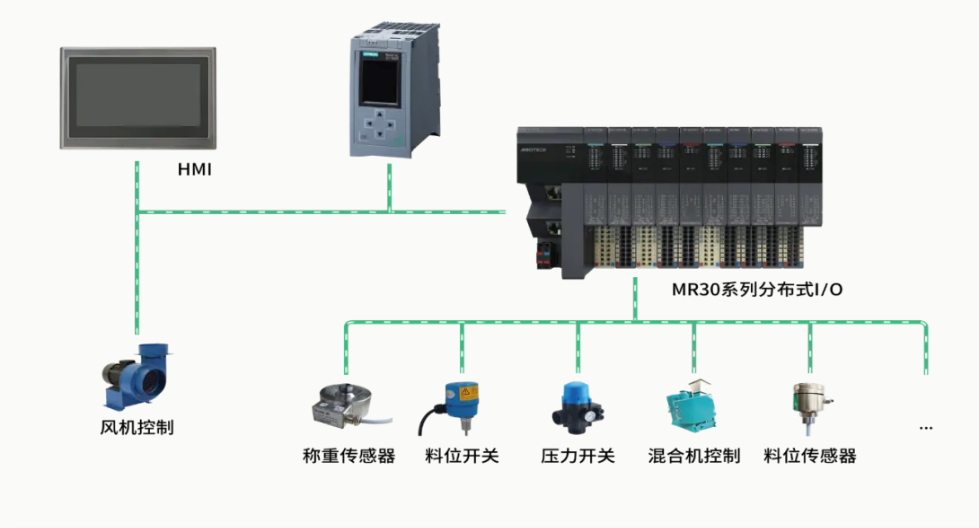
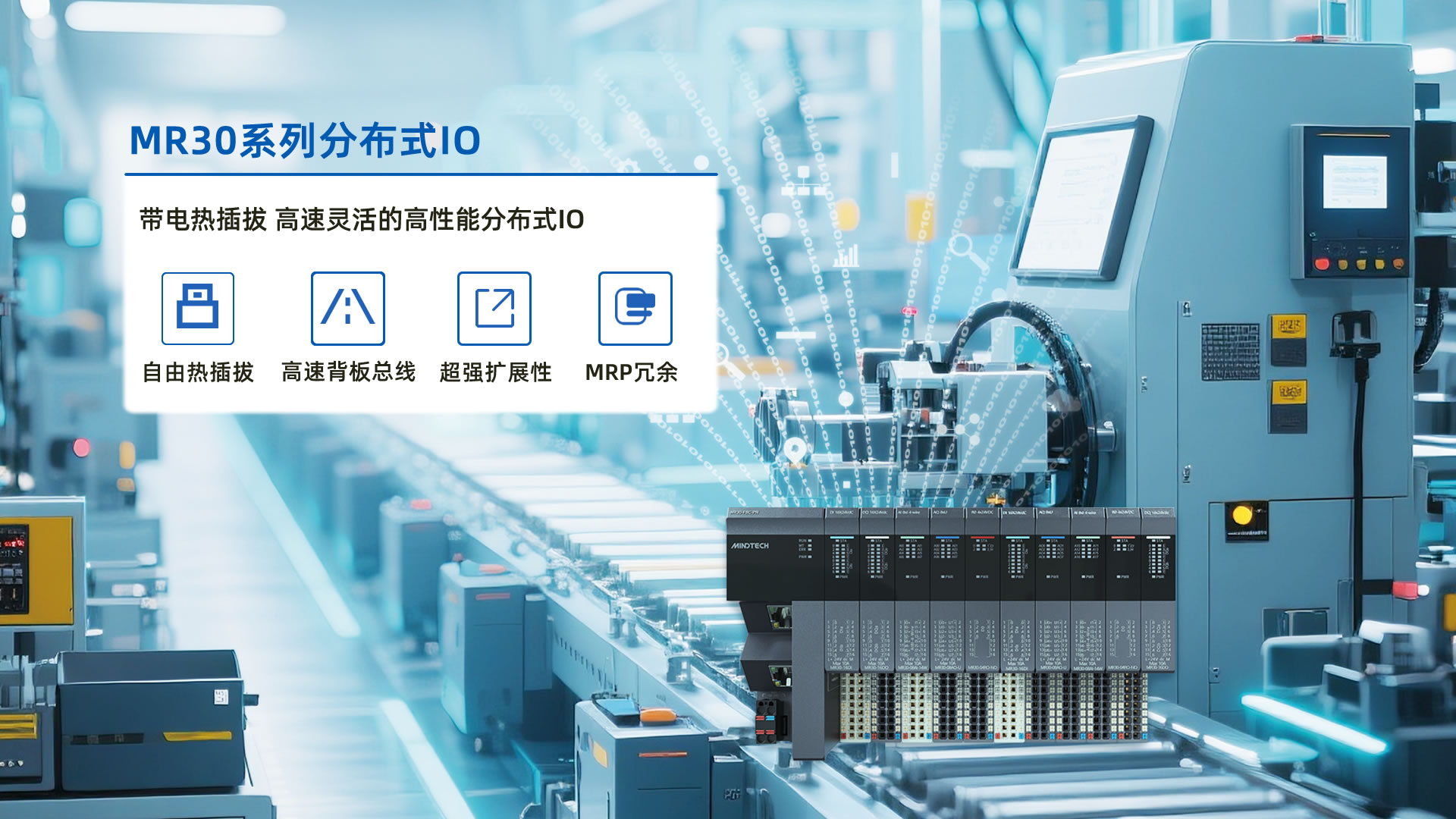
MR30分布式IO

适配器/耦合器
数字量输入模块
数字量输出模块
模拟量输入模块
模拟量输出模块
工艺模块
通讯模块
基座单元模块
MR20一体式I/O

数字量输入模块
数字量输出模块
模拟量模块
混合模块
MBox20边缘计算网关

MBox20明达云网关
MBox20边端通用网关
MG协议转换器

串口协议转换器
分体式协议转换器
工业物联网软件

明达云
明达IIoT工业物联网平台
工业交换机

工控型PROFINET交换机
MIS系列工业交换机
工业电源

工业导轨电源
电源冗余模块
物联控制器

MC5000中大型边缘物联控制器



























 全国服务热线
全国服务热线