
新闻中心
行业案例
分布式 I/O 在包装设备行业的应用:创新驱动,效能升级
包装设备行业作为制造业的关键一环,肩负着为各类产品提供安全、美观、便捷包装的重任。从食品、药品到电子产品等众多领域,包装设备的身影无处不在。近年来,随着消费市场的蓬勃发展,消费者对于产品包装的个性化、多样化需求日益增长,促使包装设备朝着高速化、智能化、多功能化的方向迈进。一方面,包装形式不断推陈出新,如异形包装、真空包装、贴体包装等层出不穷;另一方面,生产规模持续扩大,企业需要在更短的时间内完成大量产品的包装任务,以抢占市场先机。

在这一发展浪潮下,包装设备的自动化程度成为了企业竞争力的核心要素之一。传统的人工包装或半自动化包装模式,不仅效率低下、劳动强度大,而且难以保证包装质量的一致性,无法满足现代市场对于快速交付和高品质包装的双重要求。
一、行业痛点
信号传输与布线难题:包装设备通常由多个功能模块组成,如物料输送、计量填充、封口贴标等,各个模块分布在不同位置且彼此协同工作。随着设备复杂度提升,大量的传感器与执行器需要连接到控制系统,传统集中式布线方式导致线缆冗长、错综复杂,不仅增加了安装成本与难度,还极易引发线路故障,一旦出现问题,排查与维修耗时费力,严重影响生产连续性。
控制灵活性受限:不同产品的包装流程和工艺参数差异显著,频繁切换生产任务时,传统控制系统难以快速、精准地调整参数配置。例如,从包装大尺寸产品切换至小尺寸产品,需要对物料输送速度、填充量、封口时间等多项参数进行修改,若系统灵活性不足,就会造成较长的设备停机时间,降低生产效率。
系统扩展性差:当企业拓展业务、推出新产品或升级现有包装工艺时,需要对设备进行改造添加新的功能组件。但原有控制系统架构可能无法轻松容纳新增的 I/O 点,若要强行扩展,往往涉及对整个控制系统的大规模重新设计与布线,投资成本高昂且实施周期长,阻碍了企业的创新发展步伐。
二、自动化解决方案
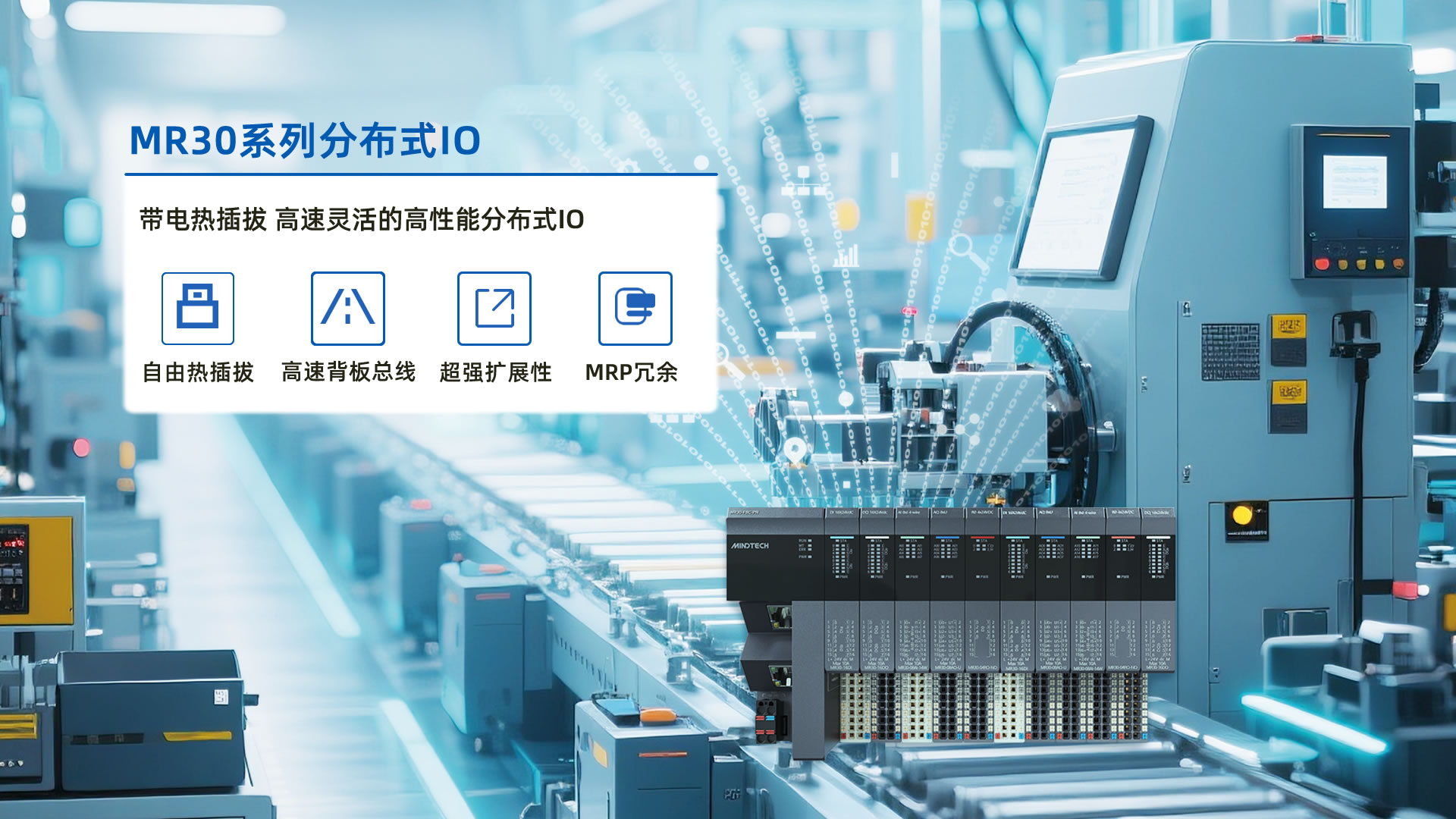
架构搭建:采用MR30分布式 I/O 系统,将 I/O 模块就近安装在各个包装设备功能模块旁,如在物料输送带上的接近开关、重量传感器连接至就近的分布式 I/O 数字量、模拟量输入模块,而控制输送带启停、速度调节的继电器、变频器连接对应的输出模块。MR30分布式 I/O 模块通过高速工业网络(如 Profinet、EtherCAT 等)与中央控制系统(如 PLC)实现实时通信,形成一种分散采集、集中控制的高效架构。
功能实现:MR30分布式 I/O 模块可以无缝对接包装设备各类传感器与执行器,无论是检测包装材料有无的光电传感器,还是精确控制液体灌装量的流量计,都能精准采集信号并迅速传输。同时,借助先进的网络通信协议,确保数据传输的高速性与稳定性,中央控制系统能即时获取各模块状态信息,依据预设程序下达精准控制指令,实现包装全过程流畅运行。

三、客户收益
生产效率飙升:以一家中型食品包装企业为例,在引入明达技术的MR30分布式 I/O 控制系统后,设备故障停机时间从每月平均 10 小时锐减至 2 小时以内,生产线切换产品包装规格的时间缩短了 60%,整体生产效率提升了 35%。快速响应的 I/O 系统让设备在不同任务间灵活切换,充分释放产能,满足市场旺季的订单爆发需求。
成本显著降低:前期布线成本相较传统方式节省约 40%,后期维护成本因故障排查便捷、维修时间缩短,每年节约开支 15 万元。而且,系统扩展性强,企业后续新增包装工艺模块时,仅需少量投资购置并接入分布式 I/O 模块,避免了大规模控制系统改造,降低了长期运营成本。
包装质量进阶:精确的信号采集与控制确保了包装流程各环节参数稳定,如药品包装的封口密封性、食品包装的净含量精度等关键质量指标合格率提升至 99% 以上,有效减少次品率,提升品牌声誉,为企业赢得更多市场份额与客户信赖。
MR30分布式 I/O 在包装设备行业的深度应用,宛如一场及时雨,化解诸多顽疾,助力企业在激烈的市场竞争中破浪前行,开启包装自动化、智能化新篇章,为行业可持续发展注入澎湃动力。

关注我们

微信咨询










 全国服务热线
全国服务热线
COPYRIGHT© 2024 北京明达智控技术有限公司版权所有 京ICP备2023000332号-2