













某环保科技公司成立于2012年,主要从事多元有机废弃物气化焚烧理论、方法、技术研究和工程应用,开发了湍动流化床气化焚烧、气化式回转窑焚烧、微型固体燃料热发电等国际领先技术。该公司的固废处理项目生产设备涉及大量泵、阀门、电机的信号采集和执行器控制,对控制系统的布线效率、配置灵活性与维护便捷性要求较高。

采用明达技术的MR30系列分布式I/O系列产品,能简化布线、节省空间,助力项目显著降本,为高效、稳定的大规模批量固废处理提供可靠保障。
本期案例使用的MR30系列分布式I/O产品:MR30-FBC-PN、MR30-16DI、MR30-16DO、MR30-08AI-I4W、MR30-08AO-I、MR30-04AI-RTD、MR30-08AI-TC
项目介绍
该环保科技公司的固废处理项目生产过程涉及送风机、床料给料机、颗粒给料机、块料给料机、软水泵、煤气加压机、急冷塔、污水泵、循环水泵、冷却塔等设备。生产工艺包括:进料、气化焚烧、余热利用。
【进料】
结合不同类型的废料,采用对应给料设备,保证垃圾连续、均匀地进入焚烧炉内。
【气化焚烧】
通过高温将固废垃圾转化为无害的气体和固体残渣。
【余热利用】
将余热转化为热水或蒸汽,用于周边区域供暖(如居民区、办公楼)及工业生产加热。
明达I/O模块应用方式
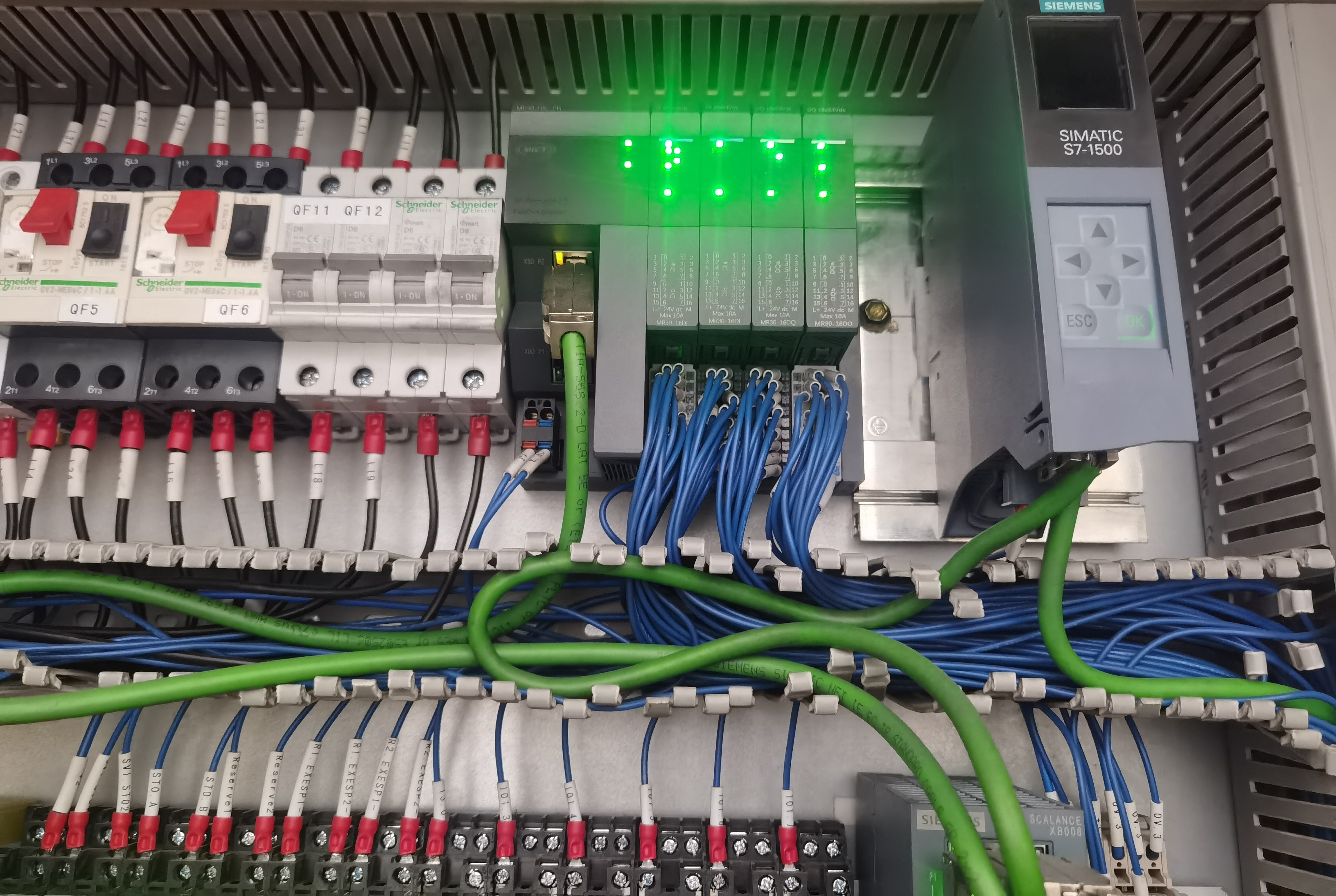
系统采用Profinet协议,以西门子1500R为主控制器,通过明达技术FBC Profinet协议耦合器构建控制网络。耦合器支持 MRP介质冗余,支持扩展最大31个I/O模块;可为扩展IO模块供电, 无须另外添加电源模块;包含2 端口交换机,以便于线路结构的构建;采用PUSH IN端子,免工具即可完成接线。

信号采集
开关量采集由MR30-16DI完成,采集床料给料机、颗粒给料机、块料给料机、送风机以及各类泵、阀门的状态信号;模拟量采集由MR30-08AI-I4W、MR30-08AO-I完成,读取电流信号数据,供PLC进行工艺监测或闭环控制,如反馈压力、流量、液位等数据,控制变频器等;MR30-04AI-RTD、MR30-08AI-TC负责采集各类温度值。
设备控制
由MR30-16DO执行,控制对象包括给料设备、气化焚烧设备、泵、阀门等。热电偶、热电阻模块反馈温度值。
应用成效
成本优化:原方案采用某国产DCS系统和西门子400冗余,费用较高;替换为西门子1500R+MR30系列分布式I/O后,降本40%;
配置灵活:耦合器支持MRP介质冗余,支持数字量、模拟量、工艺模块等自由配置,可根据实际需求组合;
维护高效:支持热插拔,采用高速背板总线;易上手,0学习成本。





















 全国服务热线
全国服务热线